金華超聲波探傷機廠家
發布時間:2023-03-04 01:29:53
金華超聲波探傷機廠家
如何選擇熒光磁粉探傷機?下面探傷機廠家給大家介紹下相關內容:1、用戶選擇熒光磁粉探傷機,要考慮到許多因素,主要根據探傷工件的幾何尺寸,現場條件,每天要探傷的數量及工件的光潔度,這樣就可以綜合考慮,選擇相應的規格型號,確定購置適用的磁粉探傷機。1)簽約合同時應明確告知產品符合《JB/T8290-2011》機械行業的標準,退磁效果:≤0.3mT(雙方可提前約定),A型試片30/100清晰顯示。(固定磁粉探傷機和專用設備)2)工作環境若探傷工作是在固定場所進行,選擇固定磁粉機為主;若在生產現場,且工件品種單一,檢查數量較大,應采用專用檢測設備,或將磁化與退磁等功能分別設置以提高檢查速度;若在實驗室,以探傷實驗為主,則應考慮功能較為齊全的固定式磁粉探傷機,若工作環境在野外,應選擇移動式或便攜式探傷機進行工作。人工置放試件在托架上,按動啟動按鈕,進入自動程序→[啟動、夾緊試件]→[噴淋]→[磁化]→[觀察]→[退磁]→[松開]→[結束]
金華超聲波探傷機廠家
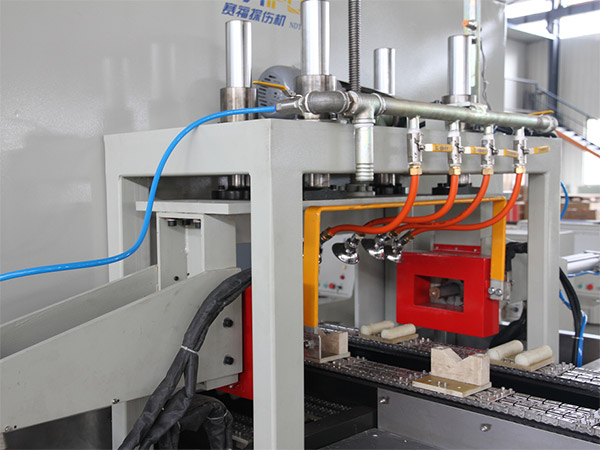
超聲波探傷機功能特點:較高采樣速率240MHz,測量分辨率0.01mm自動測試探頭零點、聲速和K值自動制作DAC、AVG曲線自動增益,配合峰值包絡線,圖像凍結功能,快速確定缺陷較高波及裂紋長度,探傷更效通過回波擴展功能可將閘門內回波區域放大到整個屏幕,顯示缺陷回波位置(水平、深度、距離、當量值)閘門聲光報警(門位、門寬、門高自由調節)

金華超聲波探傷機廠家
使用超聲波探傷機檢測焊縫容易出現哪些漏檢情況?在世界范圍內,所有重工業部門都采用焊接技術制造各種重要的結構,現代的船體、壓力容器和各種鋼結構都廣泛采用焊接結構。為了實現對重要鋼結構工程的質量控制,檢測焊縫內部是否存在危害性缺陷,我們引入了無損檢測技術。而超聲檢測是檢測焊接件并為焊縫內部質量評價提供重要依據的主要無損檢測手段之一。焊接件焊縫中常見的內部缺陷主要有不連續性、幾何偏析、冶金不均勻,超聲檢測一般只關心焊縫的宏觀缺陷,即各種不連續性的缺陷:氣孔、夾渣、未焊透、未熔合和裂紋等。焊接缺陷的危害:1、由于不連續性缺陷,減少了焊縫的承載面積,降低了拉伸強度。2、由于缺陷形成不規則的缺口,缺口會發生應力集中和脆化現象,導致鋼結構在使用過程中容易產生裂紋并擴展。

金華超聲波探傷機廠家
通用磁粉探傷機是建立在漏磁原理基礎上的一種磁力探傷方法根據通用磁粉探傷機超聲波在介質中傳達的速度和傳達的時刻,就可知道缺陷的方位。當缺陷越大,反射面則越大,其反射的能量也就越大,故可根據反射能量的大小來查知各缺陷的大小。常用的探傷波形有縱波、橫波、表面波等,前二者適用于勘探內部缺陷,后者適宜于勘探表面缺陷,但對表面的條件懇求高。當磁力線穿過鐵磁材料及其制品時,在磁性不連續處將發作漏磁場,構成磁極。磁粉探傷機是建立在漏磁原理基礎上的一種磁力探傷方法。此時撒上干磁粉或澆上磁懸液,磁極就會吸附磁粉,發作用肉眼能直接調查的明顯磁痕。

金華超聲波探傷機廠家
熒光磁粉探傷機在使用時要注意的問題日常運行過程時難免會遇到不明原因的故障,下面熒光磁粉探傷廠家-昆山蘇磁就來跟大家分享下熒光磁粉探傷機在使用時要注意的問題:1、日常運行時,前后主電源開關開關打開和關閉,全自動熒光磁粉探傷儀全自動熒光磁粉探傷機電源指示燈為紅色等。機器通電,氣泵開關打開。氣壓設定在0.4兆帕左右,全自動熒光磁粉探傷機設備需要打開機油,擰緊故障檢測部件。小于0.35兆帕2、調整心軸的位置。放置產品后,空間應為10~15毫米,并打開泵吸收介質。3、全自動熒光磁粉探傷機,周向磁化電流設置:全自動熒光磁粉探傷儀的周向磁化電流開關打開,全自動熒光磁粉探傷機的程序開關設置為手動,全自動熒光磁粉探傷機的腳踏開關啟動,氣缸運轉,周向磁化電流旋鈕旋轉調節電流,確定電流。啟動縱向電流開關,啟動腳踏開關,操作氣缸,旋轉縱向磁化電流旋鈕調節電流。縱向磁化電流一般為1~3A,芯片尺寸越大,電流也越大。

金華超聲波探傷機廠家
熒光磁粉探傷機過程的工作方法介紹熒光磁粉探傷機的過程包括:預處理、磁化、施加磁粉、檢驗、記錄以及退磁。1.工件表面預處理用機械或化學方法把工件表面的油污、氧化皮、涂層、焊劑和焊接飛濺物等清理干凈,以免影響磁粉在工件表面上的流動和漏磁場對磁粉的吸引。在應用干粉法檢驗時,還應使工件表面干燥,以免使磁粉受潮而無法進行檢驗。2.工件磁化選擇適當的磁化方法及磁化規范,然后利用磁粉探傷設備使工件帶有磁性,產生漏磁場準備磁粉探傷。